昌邑市祥鑫機(jī)械制造有限公司
全國(guó)咨詢熱線: 13963607628
13608956857
13608956857
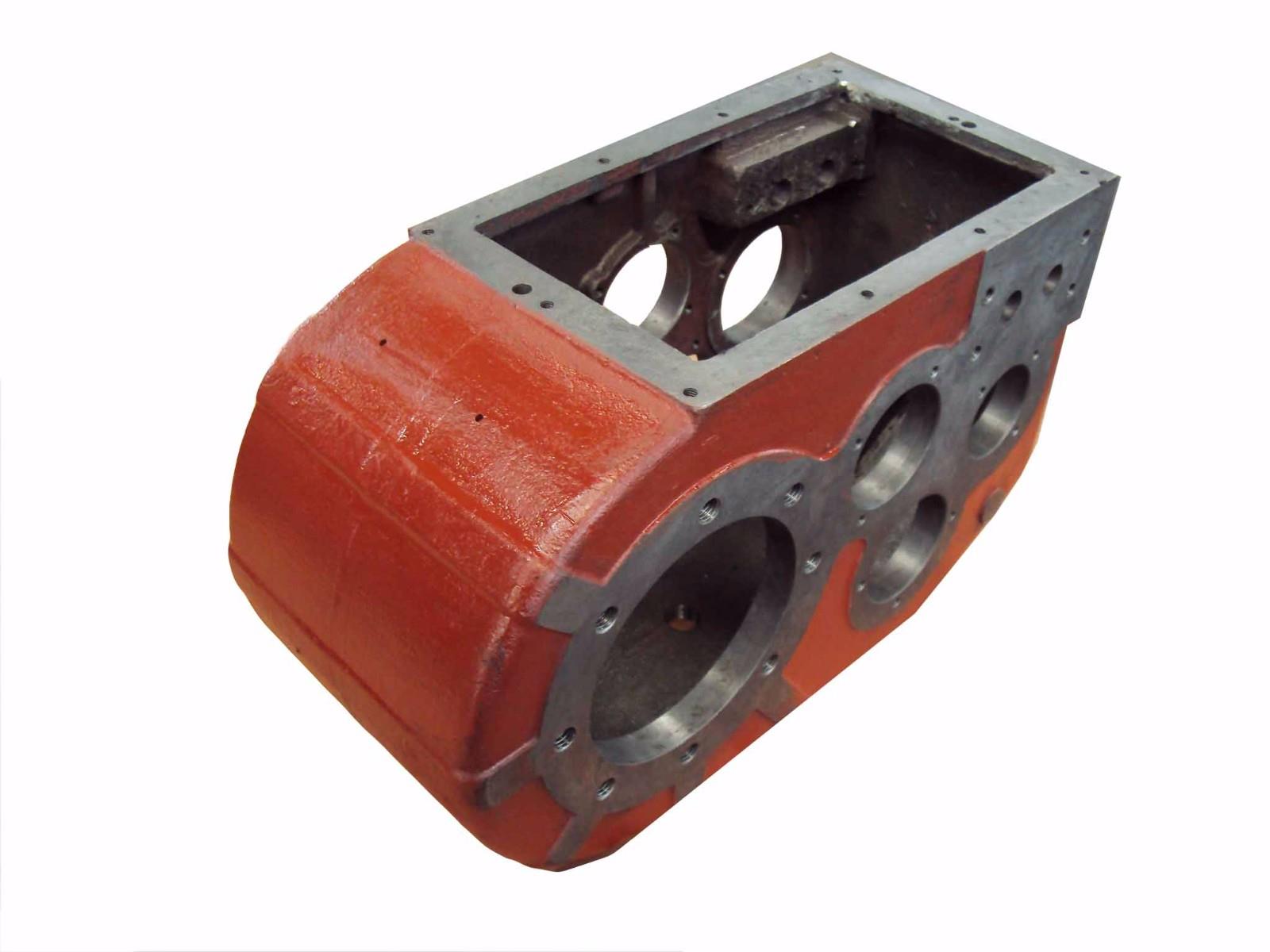
您現(xiàn)在的位置:首頁(yè) ??變速箱體
消失模鑄件采用機(jī)械、液壓、氣動(dòng)和電子控制方法,自行設(shè)計(jì)國(guó)內(nèi)生產(chǎn)線,砂箱數(shù)在10-50個(gè)以上;設(shè)有砂冷卻系統(tǒng)設(shè)備;年生產(chǎn)規(guī)模2000-3萬(wàn)噸,投資50-400萬(wàn)元。這種生產(chǎn)工廠的特點(diǎn)是系統(tǒng)完成,功能完整,一個(gè)接一個(gè)的工作,適當(dāng)?shù)拇罅浚笠?guī)模生產(chǎn)消失模鑄鐵件生產(chǎn)工藝是許多設(shè)備構(gòu)成了大流水生產(chǎn)線。生產(chǎn)線的合理布置可以免除設(shè)備與設(shè)備之間的一些費(fèi)用。
減少不必要的消失模鑄件浪費(fèi)項(xiàng)目,縮短車間物流通道距離,提高生產(chǎn)效率,降低生產(chǎn)成本,有效利用資源,甚至合理布局生產(chǎn)線,都有利于生產(chǎn)過(guò)程的充分發(fā)揮。消失模鑄造是一種幾乎無(wú)余量、成型精-確的新工藝,不需要模具,不需要分型面,不需要砂芯,鑄件沒(méi)有毛刺、毛刺、牽伸角,減少了模芯組合引起的尺寸誤差。不銹鋼鑄件表面粗糙度可達(dá)Ra3.2-12.5m,鑄件尺寸精度可達(dá)CT7-9,加工余量可達(dá)1.5-2mm,可大大降低加工成本。
消失模鑄造是一種新型鑄造方法,通過(guò)振動(dòng)成型將零件埋于干石英砂中,在負(fù)壓下澆注,消失模鑄造、球墨鑄鐵鑄造和不銹鋼鑄造使模型氣化,液態(tài)金屬占據(jù)模型位置。消失模鑄造是一種幾乎無(wú)余量的精-密鑄造新工藝。它結(jié)合石蠟或泡沫模型與類似大小和形狀的鑄件,形成模型集群。該工藝無(wú)需取模,無(wú)分型面,無(wú)砂芯,鑄件無(wú)閃邊、毛刺和牽伸角,減少了型心組合造成的尺寸誤差。為鑄件結(jié)構(gòu)設(shè)計(jì)提供了豐富的自由度。泡沫塑料模組的組合可以生產(chǎn)出高度復(fù)雜的鑄件。
無(wú)激進(jìn)鑄造砂芯不會(huì)因砂芯尺寸不準(zhǔn)確或徑向鑄造砂芯位置較低而導(dǎo)致壁厚不均勻。